Location and Tenure
The Byro Iron project is strategically located in the Midwest Iron province which includes a substantial mining sector. The project’s southern boundary is 210km north of the Mullewa Rail Siding by road and 250km from the Port of Geraldton. Development of the Byro Iron project is expanding the overall resource in the Midwest region along with neighbours at the Karara Iron Project, Sinosteel’s Weld Range Project, the proposed Jack Hills Expansion Project, Padbury’s Robinson Range Project, and Mt Gibson’s Extension Hill project, amongst others. Access and improved infrastructure to the maturing iron ore province is growing with development of the CSIRO SKA Project and increased capacity and further development at the Port of Geraldton. The region is also awaiting the inevitable development of a deep water bulk shipping port north of Geraldton to cater for the export of the many billions of tonnes of iron ore currently in JORC compliant resources in the region.
Tenure
Athena’s Byro Project covers approximately 900 square kilometres and consists of five exploration licences. Athena has a 100% interest in the project. The Company has applied and received authorisation to explore for iron ore on the exploration licences.
Geology and Mineralisation
Athena’s Byro Project is located along the north-western margin of the Yilgarn Craton, within an Archaean Gneiss Belt which trends north-northeast for approximately 200km. The geology is predominately quartzo-feldspathic gneisses and migmatites with amphibolites, quartzites, BIF’s, felsic volcanics and layered mafic-ultramafic intrusions. Regional folding and thrusting has resulted in a steep dominant westerly dip and north-northeast strike, although locally this varies from north to east. The high grade magnetite iron ore at Byro has been characterised by a coarse metamorphic grain size, super low impurities during development of thick migmatite layers in the upper amphibolite – granulite metamorphic terrain.
Outcropping sequences of mafic to ultramafic lithologies suggest a series of prospective intrusions, the extent of which has been refined with gravity and detailed magnetic surveys where alluvial cover persists. Past exploration in the region indicates the presence of anomalous copper-nickel-PGE and chromite mineralisation. Two altered, layered mafic-ultramafic bodies are found at Taccabba Well and Imagi Well where iron-rich chromite occurrences have been discovered. At the Milly Milly Project, copper gossans exist at the edge of the Milly Milly Intrusion. Nearby historic drilling intersected copper and nickel mineralisation. Further drilling by Athena has advanced the understanding of this intrusive body as being a highly prospective fertile system.
Byro Iron Ore Project
Work completed during the year included data compilation, metallurgical test work review of the FE1 resource and preliminary suitability testing to a variety of industrial applications. Key to suitability was identifying industrial requirements compatible with the unique characteristics of the Byro premium magnetite.
Work included examining the requirements of the industrial magnetite marketplace in which the Company recognises the benefits of marketing its high grade premium magnetite product.
The majority of magnetite producers in Australia have large capital expenditure and high debt. This is common because the majority of production in Australia and globally is a fine grain product below 40μm destined for furnace feed and smelting. Processing costs for fine grind operations drives the operators to large volume requirements. The margin generated by the small volumes of premium product have an insignificant effect on the balance sheet of large producers with high capital expenditure and debt levels.
Athena has found continuous global supply of high grade – coarse grain industrial magnetite is unreliable due to the limited supply of a coarse grain product with a high level of purity. Irregularities of supply would improve if Athena focused its development on the combination of unique attributes found at Byro to supply this premium market.
The Company considers its current position of no debt and no supply commitments for its high quality resource opens a path to develop a purpose built, low volume operation. A purpose designed plant would allow the company to benefit from the current downward correction in operating costs, minimal debt servicing, and low capitalisation on the premiums generated in the industrial magnetite marketplace while supplying a finer grind, high purity magnetite to the steel industry.
Test Work
The Company has previously completed extensive test work characterising the Byro metamorphic magnetite. Testing was completed in laboratories in Australia and in China which defined the major work indices required to develop bulk processing designs and costs. Emphasis on results was placed on producing a furnace feed product. Results from this work were announced on the ASX platform in July and August 2011. The full metallurgical characterisation at that time also highlighted other qualities and reassessment has now been made with reference to industrial uses for the premium Byro magnetite.
The magnetite from Byro has unique characteristics because of its development within the ancient, deeply buried terrain of the north western Yilgarn Craton. This terrain produced the granulite grade metamorphic magnetite very different to the common banded iron formations commonly mined in the Pilbara. Data review has shown that the Byro Magnetite is a valuable fit for multiple industrial applications. This is because the Byro Magnetite’s natural attribute of purity becomes significantly more useful to industry with increased grain size.
FE1 Metallurgical Review - Key Attributes
Review of the physical and metallurgical characteristic of the Byro Magnetite
- Observed crystal is granular
- Grain size up to 4mm (4,000 μm)
- Dissemination Granularity 95% between 0.2mm < 1.65mm (200μm < 1,650 μm)
- Hardness on Mohs scale 6.5 with Vickers Hardness Number (VHN =681 – 792 kg/mm2
- Specific gravity calculated at 5.18 g/cm3
- Uneven fracture parting on surface {111}
- Negligible cleavage planes within the crystal matrix.
FE1 Chemistry Review - Key Attributes
The concentrate chemistry key attributes are,
- Mineral composition of the ore is simple.
- No significant secondary alteration.
- K2O, Na2O, P, and S, all low and with P and S particularly low.
- Product is a high-quality concentrate of primary acidic magnetite.
- SiO2, Al2O3, CaO, and MgO decrease as TFe increases.
- Magnetite represents the major iron-bearing mineral, while quartz represents the major gangue mineral.
- Tailings component of the ore is SiO2, accounting for 80.99% of the total
- Product and tailings have no significant environment impacts.
Table 1. Chemical Components of the Ore (%)
| Components | TFe | FeO | Fe2O3 | SiO2 | TiO2 | Al2O3 | CaO | MgO |
|---|---|---|---|---|---|---|---|---|
| Content | 37.52 | 18.28 | 33.33 | 41.49 | 0.11 | 1.41 | 1.55 | 2.38 |
| Components | MnO | Na2O | K2O | P | S | Loss in ignition | TFe/FeO | Coef of basicity |
| Content | 0.18 | 0.093 | 0.036 | 0.056 | 0.054 | 0.70 | 2.05 | 0.09 |
Table 2. Results of Chemical Phase of Iron in the Ore
| Phase of iron | Fe in magnetite | Fe in hematite and limonite | Fe in carbonate | Fe in sulfide | Fe in Silicate | Total |
|---|---|---|---|---|---|---|
| Content | 34.62 | 0.81 | 0.17 | 0.03 | 1.89 | 37.52 |
| Proportion | 92.27 | 2.16 | 0.45 | 0.08 | 5.04 | 100.00 |
The major recoverable content in the ore is iron, at a grade of 37.52%; and 70% on concentration. Total iron over iron oxide ratio of the ore is 2.05, and the coefficient of basicity (CaO+MgO) / (SiO2+Al2O3) equals 0.09. This is important for the ammonia production industry as low impurities and oxygen reduction is helpful for improved ammonia synthesis.
Minerals to be disposed by separation for iron enrichment on concentration include mainly SiO2, followed by Al2O3, CaO, and MgO, altogether amounting 46.83% of the total weight. Contents of phosphorus and sulphur, which are the common hazardous contents, in like ores, are too low to cause any substantial influence on the quality of concentrate. Common Byro magnetite grains contain only microscopic impurities. The grain shown in Figure 3 displays a rare example of a 5μm (0.005mm) impurity within a 2,000μm (2mm) magnetite crystal.
FE1 Grain Size and Granularity Review - Key Attributes
Magnetite grain size at the FE1 Resource is distributed mostly as moderate to fine grains, 1.65mm > 0.30mm in size. More than 94% of the magnetite grains can be separated free under the milling fineness of -0.21mm, which is equivalent to 65% of the minerals under -200 mesh (expressed as “-200mesh / 45%”). Silicate and amphibole minerals occur along the fissure between and edges of the magnetite grains, and actual milling product can be appropriately coarser than the design test parameters. Grain Size and key attributes are,
- Magnetite occurs mainly in disseminated to matrix form.
- Dissemination granularity size varies
- Grain size can be up to 4mm (4,000 μm)
- Large product range
- 94% of the useful magnetite can be separated free at -200 mesh / 45%.
- Discrete silica at magnetite crystal edges allow clean early extraction.
- Care to be taken to avoid over grinding
- Concentrate productivity 47.9%,
- Magnetite recovery 92.27%.
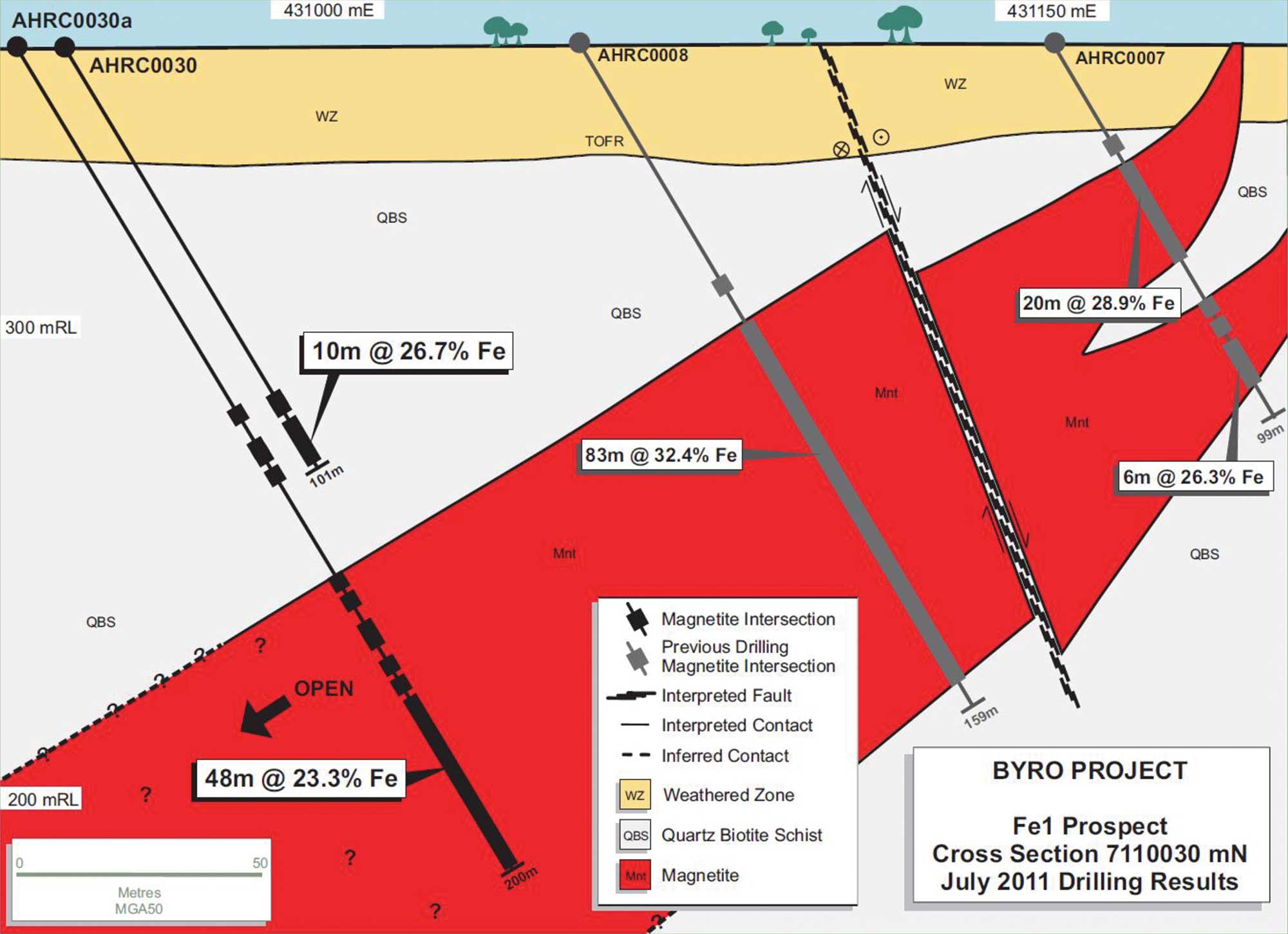
Figure 1
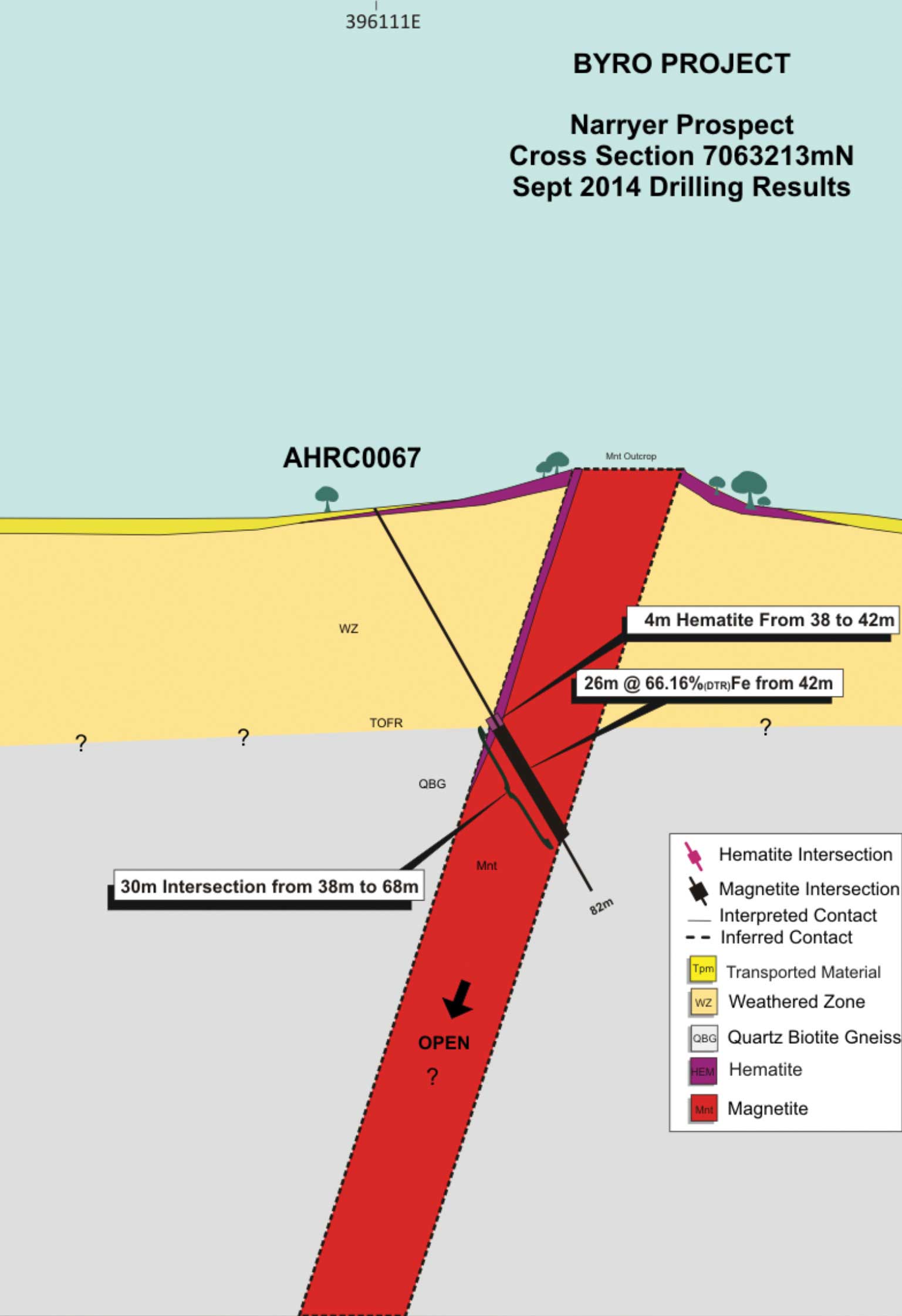
Figure 2
Figure 3 Byro Metamorphic Magnetite Displaying Rare Impurity within the Crystal Grain.
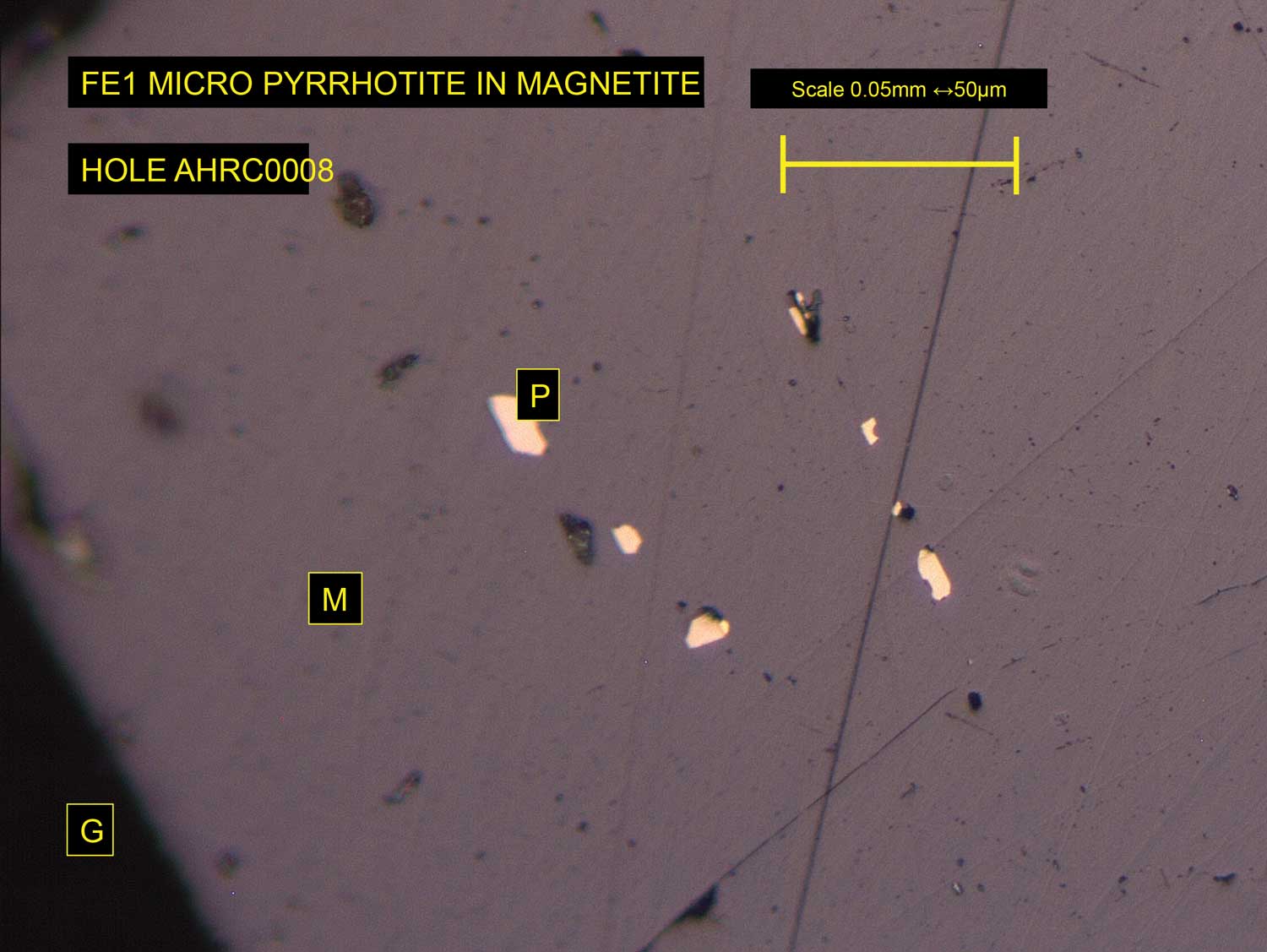
Figure 3
M – Light grey = Magnetite, G – medium/dark gery = silicate gangue, P – Light spots = pyrrhotite impurities. (Photomicrograph by Roger Townend and Associates –Consulting Mineralogists)
The image below, (Figure 4), is an example of a large grain tested at the Changsha Research Institute of Mining and Metallurgy in China
Figure 4. Photomicrograph of a 2.5mm magnetite grain from core from AHDH0002 at FE1
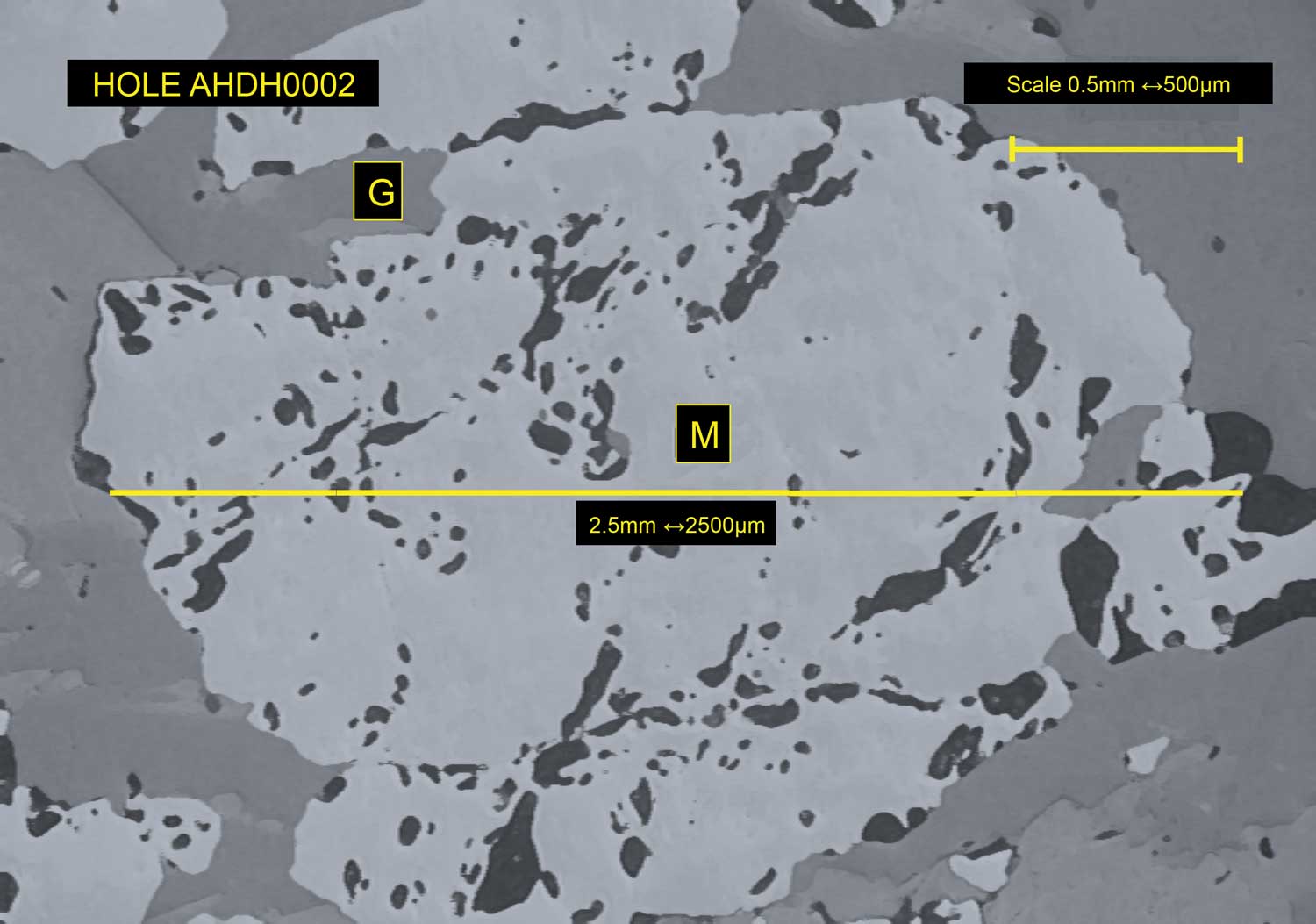
Figure 4
M – LIGHT GREY = MAGNETITE, G – MEDIUM/DARK GERY = SILICATE GANGUE, DARK SPOTS = SCRATCHES, JOINTS AND VOIDS.
(Photomicrograph by Changsha Research Institute of Mining and Metallurgy–Consulting Mineralogists)
The most useful attributes of premium grading for industrial magnetite are purity and size. Dissemination granularity is a consequence of the physical characteristics of the metamorphic magnetite and is the start point for targeting a product size. Table 3 shows the granularity range for the Byro Magnetite is relatively large with the majority of grains in a wide spread of coarse fractions. The bulk group increasing at 0.3mm (300 μm) up to 1.65mm (1,650 μm).
Table 3. Dissemination Granularity range of FE1 Magnetite
| Granularity (μmm) | Distribution rate | Accumulative distribution rate |
|---|---|---|
| 2.3 > 1.65 | 8.31 | 8.31 |
| 1.65 > 1.17 | 20.77 | 29.08 |
| 1.17 > 0.83 | 18.69 | 47.77 |
| 0.83 > 0.59 | 15.58 | 63.35 |
| 0.59 > 0.42 | 12.98 | 76.33 |
| 0.42 > 0.30 | 10.65 | 86.98 |
| 0.30 > 0.21 | 7.46 | 94.44 |
| 0.21 > 0.15 | 2.92 | 97.36 |
| 0.15 > 0.105 | 1.65 | 99.01 |
| 0.105 > 0.074 | 0.61 | 99.62 |
| 0.074 > 0.052 | 0.2 | 99.82 |
| 0.052 > 0.037 | 0.12 | 99.94 |
| 0.037 > 0.026 | 0.05 | 99.99 |
| 0.026 > 0.019 | 0.01 | 100 |
| > 0.019 | Trace amount |
The widespread granular distribution in the coarse range demonstrates usable volumes for grooming to suite multiple target sizes for multiple product applications. There is also scope for improving the extraction of the grain size in the upper spectrum of the product range. The sharp contrast between the 2.3mm > 1.65mm at 8.31% and 1.65mm > 1.17mm @ 20.77% suggests it would be possible to over mill the product. A very coarse fraction, > 2mm, can be removed post grinding and at first pass milling to prevent overgrinding. Upcoming test work will determine the productivity of an early mill product.
Byro Magnetite Work Indices Review
Determination of the Byro Magnetite Work Indices was completed at the same time as the granular classification in China. The Work Indices tests were repeated in Australia with near to identical results.
Work Indices already determined are
- Strong – Unconfined Compressive Strength (UCS) recorded values of 139.9 – 153.7 Mpa
- Bond Impact Crushing Work Index (CWi) recorded average value of 15.5 kWh/t
- Bond Ball Mill Work Index recorded a value of 16.5 kWh/t (test aperture of 106 micron).
- Bond Rod Mill Work Index recorded a value of 8.3 kWh/t.
- Bond Abrasion Index recorded a value of 0.3894
Athena is now looking at the costs and practical steps towards development of a low volume processing plant with additional classification and clean-up modules for industry specific requirements. This will be based on current pricing and the favourable material work indices already determined.
Industrial Magnetite Markets and Capacity for Increased Demand
The industrial magnetite product at Byro is suitable for a large range of industrial uses. The company has been in discussion with several industries and specific product users. Market gaps identified by Athena include common use areas as well specialist industries where coarse grain size and or purity are in high demand.
Dense Media Separation – Ragging
An extraordinary premium is paid for Dense Media Separation, (DMS), material with high specific gravity above 5g/cm3, where size requirements range from 150μm to 4,000μm (0.15mm < 4.0mm). This grade of magnetite is used for recovery of heavy metals and is called ragging. It is used in recovery of materials such as platinum, tungsten and also high density gemstones such as diamonds. Athena has identified, to date, a potential market shortfall of up to 20,000 tpa for very coarse media ragging with good premiums in consumption for finer grades as well. The company expects the requirement of coarser grade could be greater once the product is available. Research in this field is ongoing.
Dense Media Separation – Coal Washing
A common and higher volume application for magnetite outside steel manufacture is in the coal industry where dense-media washing, a suspension of sized magnetite in water, separates impurities such as environmentally harmful sulphides. The application and demand for coal washing technologies is increasing with pressure from global environmental awareness and government policies. Magnetite used for coal washing is of overall high purity and ranges in size from 50μm to 150μm, (0.05mm to 0.15mm), well suited to Byro magnetite. The current consumption for this purpose in Australia is between 200,000 < 300,000 tpa. There is a 100,000 tpa space in this market for a competitive low cost, coarse grain high purity product.
Catalyst in Ammonia Production
A premium is paid for magnetite used in the synthesis of ammonia which relies on a particularly contaminant free product with maximum surface area for nitrogen absorption. Magnetite is the most economic reagent used as a catalyst in ammonia production in over 400 production plants around the globe which collectively produce 200,000,000 liquid tonnes of ammonia a year.
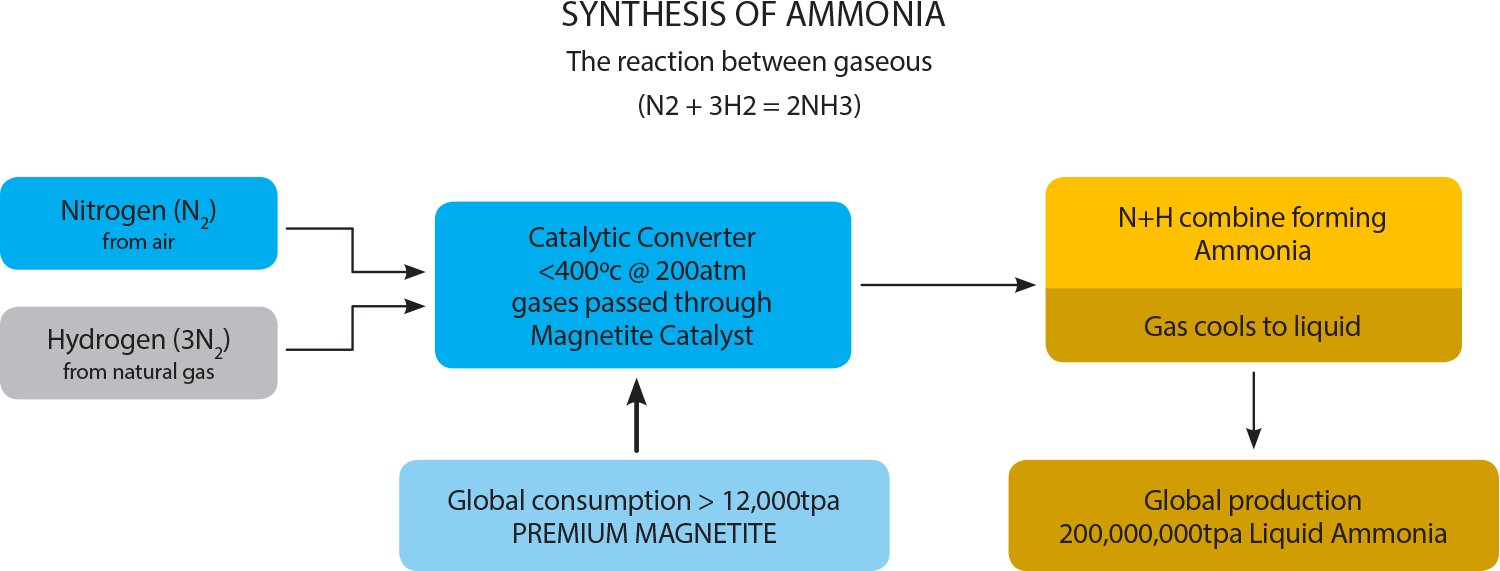
Ammonia production increases in proportion to global food demand and is directly linked to population growth. Current annual consumption of magnetite in the global ammonia industry is estimated to be 100,000 tpa based on a magnetite requirement of one tonne of catalyst per 2000 tonnes of liquid ammonia produced. Ammonia production capacity is expected to rise from current 200M tpa to 250M tpa by 2018, according to Department of Primary Industries and research data and RnR Market Research. There is a 25,000tpa space through growth in this market for a competitive low cost, coarse grain, high purity product. On the basis of purity, grade and cost there is also a potential share in current markets.
Liquid Hydrocarbon Fuel Production from Coal and Natural Gas
Liquid fuel production is a similar technology in principal to ammonia, using a magnetite iron catalyst but focused on producing a synthetic hydrogen fuel from either natural gas or gasified coal. Production of this hydrocarbon fuel utilizes high pressure, high temperature reactors which operate upon a blend of micronized coal, a magnetite catalyst, and steam. The temperature of the reactor is raised to a level to efficiently convert the coal and steam into hydrogen and carbon monoxide then combing to form hydrocarbons. This is a growing industry and a relief valve for future liquid fuel supply. Supply growth of 25,000tpa of magnetite consumption into global synthetic fuel production is similar in volume to the ammonia industry at present and it is expected to increase in proportion to the perceived depletion of liquid fossil fuel stock.
Industrial abrasives, sand blasting and ablation
A moderate premium non silicate – low toxicity and reclaimable abrasive for industrial ablation. This includes sand blasting as well as emery sand paper manufacture. In both cases premiums are paid for the product sizes. Athena has identified a 30,000 tpa shortfall from suppliers in the Southern Hemisphere.
Aggregate in high-density concrete.
Magnetite is used as an aggregate in concrete to increase density for applications such as counterweights, high density material such as underwater pipelines. It is also used as an additive in concrete as a thermal and chemical stabiliser for specialist construction materials.
Magnetite is also used as
- Toner in electrophotography,
- Micronutrient in fertilizers,
- Pigment in paints,
- Waste water management and
- Absorbent to remove arsenic from drinking water.
This work indicates that Athena Resources could undertake and benefit from a relatively low volume mining operation requiring relatively low levels of capital. The major benefits being higher revenue from a primary premium product supplying a more stable industrial market while also providing a high grade, fine grain, byproduct to the steel industry. The company is currently considering mining development and processing options that will form the framework towards low volume production and supply of premium quality industrial magnetite products.
Mt Narryer Magnetite Prospect Drilling and Metallurgy
Davis Tube Recovery Results received for the Mt Narryer Prospect during the year were taken from two reverse circulation drill holes, AHRC0067 and AHRC0068 drilled at the Mt Narryer Prospect during September 2014.
Preliminary test work for optimum grind and recovery was completed first using a representative bulk composite sample of the intersection from the two drill holes.
Test work undertaken determined optimum grind and grade of coarse 90μm grind and high 66.8% Fe listed below. The grades and grind size are very good and when considered in terms of proximity to the Port of Geraldton, have made the Mt Narryer Body a priority for the company’s iron exploration program.
Results show very low levels of impurities, notably low levels of the common contaminants phosphorous and sulphur.
Significantly the three major constituents are Magnetite, Silica and Oxygen forming 90% of the rock mass. Removal of the discrete metamorphic silica fraction in a coarse grind is relatively simple as a result of the discrete quartz grains forming at the boundary of the relatively pure magnetite and not within the magnetite itself.
Grind times are low at below ten minutes to achieve milling to a P80 of 90μm, a precursor to favourable impact, bond and ball mill indices. More detailed metallurgical test work will follow diamond drilling to establish the criteria for processing design.
Following the establishment of a 90micron grind the composites for the two magnetite intersections were processed.
AHRC0067 Intersected 30m of iron ore including 4m of hematite plus 26m magnetite @ 29.38% Fe (from 42m) of coarse grain magnetite This intersection includes 8m @ 41.39% Fe from 54m down hole with maximum magnetic susceptibility of 1131 SI units.
AHRC0068 Intersected 16m of magnetite iron ore @ 31.85% Fe from 32m down hole of coarse grain magnetite This intersection includes 4m @ 41.39% Fe from 54m down hole with maximum magnetic susceptibility of 1004 SI units.
DTR Assay Results
- AHRC0067 – 26m @ 66.16%DTR Fe from 42m
Including 8m at 70.41% DTR Fe from 54m - AHRC0068 16m @ 67.14% DTR Fe from 28m
Including 4m @ 69.68% DTR Fe from 32m
The Mount Narryer magnetite body is within tenement E09/1938 located 210 Km north from Mullewa and 310Km by road north from the Port of Geraldton. Drilling was completed by Mt Magnet Drilling and sample was recovered from the two holes for metallurgical tests and sent to Perth laboratories for optimum grind, liberation and recovery analysis. This was followed by head grade assay and DTR analysis. The samples display a large grain size of up 0.5mm. This is promising as this is similar to the grain size found at the Athena FE1 Resource in neighbouring tenement E09/1507. Metallurgical results completed indicate similarities to the coarse grain magnetite at FE1 which also resulted in a coarse optimum grind size and other subsequent low cost processing characteristics.
From both holes drilled to date, AHDH00067 and AHDH0068 at Mt Narryer, it has been demonstrated the mineralised zone continues to depth from outcrop and remains open on strike.
Whistlejack Magnetite Prospect Metallurgy
Grind establishments and Davis Tube Recovery results received in March 2015 were taken from reverse circulation drilling from drill hole AHRC0065, drilled at the Whistlejack Prospect during 2012. The average Fe from assay, over all 2m intervals throughout the 68m intersection was 36.4% Fe. The sample intervals from 132m to 200m were composited to form one bulk sample representative of the intersection for grind size analysis.
Test work was undertaken for grade over the range of coarse size fractions from 75 μm, 90μm and 105 μm. The tests determined optimum grind at 75um.
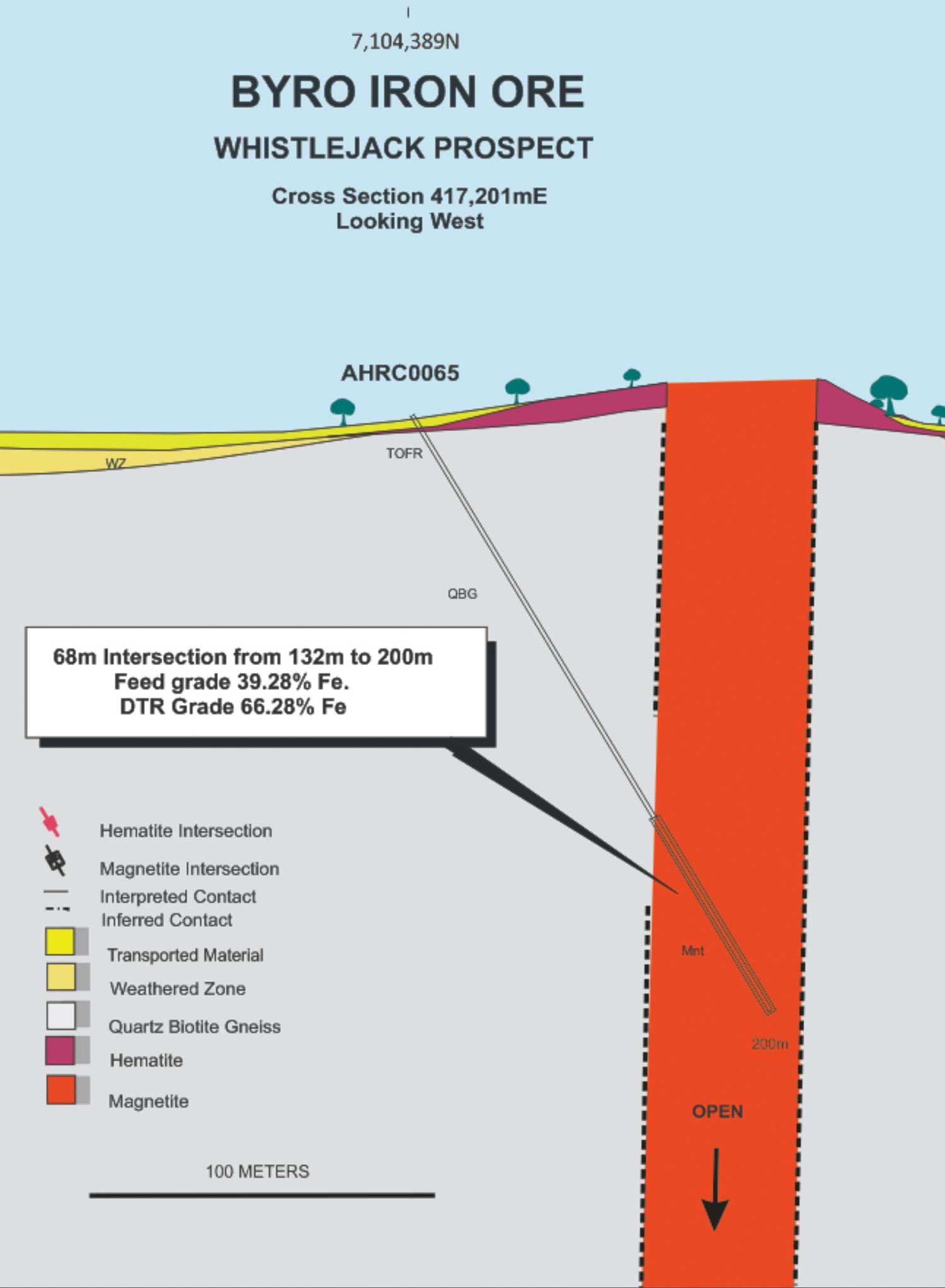
Figure 5
Following the establishment of the grind size, the composite for the 68m magnetite intersection was processed yielding a high 66.28% Fe, (Table 6).
Grind times were relatively short, and are a precursor to favourable impact, bond and ball mill indices. More detailed metallurgical test work will follow to establish the criteria for processing plant design.
Results show very low levels of impurities, notably low levels of the common contaminants phosphorous and sulphur, (Table 6) as well as expected negative LOI demonstrating a favourable product for the furnace and environment.
Significantly the three major constituents are Magnetite, Silica and Oxygen forming 90% of the rock mass, (Table 6). Removal of the discrete metamorphic silica fraction in a coarse grind is relatively simple as a result of the discrete quartz grains forming outside the boundary of the relatively pure magnetic magnetite and not within the magnetite itself.
Table 4 AHRC0065 Collar Location and Survey
| Hole ID | EOH | Easting | Northing | Dip | Azi | Tenement |
|---|---|---|---|---|---|---|
| AHRC0065 | 200m | 417,201E | 7,104,389N | -60 | 180 | E09/1507 |
Feed Assay Results
AHRC0065 Intersected 68m of iron ore (magnetite) @ 36.4% Fe from 132m of coarse grain magnetite. The composite head grade from these samples after grinding was 39.28% Fe, (Table 5).
Table 5 Composite Feed Assay
| Head Assay Grade | |||||||
|---|---|---|---|---|---|---|---|
| Sample ID | Assays | ||||||
| Fe | SiO2 | Al2O3 | TiO2 | P | S | LOI | |
| Whistlejack | 39.28 | 38.72 | 1.31 | 0.16 | 0.050 | 0.177 | -1.69 |
Table 6 Concentrate
| DTR Concentrate Assays | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Actual P80 (μm) | Feed | Mags | Assays (%) | |||||||
| g | g | % | Fe | SiO2 | Al2O3 | TiO2 | P | S | LOI | |
| 105 | 20.01 | 9.92 | 49.6 | 63.5 | 9.65 | 0.97 | 0.25 | 0.011 | 0.14 | -2.94 |
| 83 | 20 | 9.7 | 48.5 | 64.7 | 7.92 | 0.96 | 0.26 | 0.009 | 0.12 | -3.04 |
| 74 | 20.02 | 9.4 | 46.9 | 66.3 | 6.04 | 0.93 | 0.27 | 0.007 | 0.14 | -3.11 |
The Whistlejack magnetite body is on the boundary of tenements E09/1507 and E09/1781. The samples display a large grain size of up 0.5mm. This is promising as this is similar to the grain size found at the Athena FE1 Resource in neighbouring tenement E09/1507. Metallurgical results completed, (Tables 5 and 6) indicate similarities to the coarse grain magnetite at FE1 which also resulted in a coarse optimum grind size and other subsequent low cost processing characteristics of a high grade magnetite.
The grades and grind size are very good and when considered in terms of proximity to the Port of Geraldton, bonuses on purity, grade and coarse grind the Whistlejack ore body can now be considered a priority for further development within the companies iron exploration program along with the Mt Narryer, Byro South and FE1 ore bodies in the Southern Byro region.
From drilling to date at Whistlejack, it has been demonstrated the mineralised zone continues to depth from outcrop and remains open beyond 180m below surface. This result is supported along strike by the magnetic geophysical data. The result also supports the magnetite exploration target estimates, published ASX August 2014, particularly in regards to depth and strike of the stratigraphy.
From drilling to date at Whistlejack, it has been demonstrated the mineralised zone continues to depth from outcrop and remains open beyond 180m below surface. This result is supported along strike by the magnetic geophysical data. The result also supports the magnetite exploration target estimates, published ASX August 2014, particularly in regards to depth and strike of the stratigraphy.
True width calculations suggest the body has up to 43m thickness perpendicular to the dip of the body. Calculations are based on outcrop dip of 80 degrees, drilled perpendicular to the strike at a -60 degree drill dip into the body. The hole finished in ore due to drilling conditions at the time. The 43m true width is a calculated minimum true width at the drill intercept location.
Byro Project Magnetite Exploration Potential to Date
The company has steadily been developing the potential of the tenements by gaining an understanding and characterisation of the mineralization discovered, followed by refining targets areas and the development of a maiden JORC compliant inferred resource at FE1. The most recent metallurgy completed is in reference to industrial applications for the JORC compliant inferred resource below.
FE1 JORC Compliant Inferred Resource
| Mt | DTR Fe | DTR SiO2 | DTR Al2O3 | DTR P | DTR S | DTR LOI % | DTR |
|---|---|---|---|---|---|---|---|
| 18.1 | 70.7% | 1.16% | 0.32% | 0.003% | 0.014% | -3.26 | 35.1% |
Byro Base Metals Project (Milly Milly Copper - Nickel Intrusion)
During 2011, exploration by Athena confirmed the fertility of the primary magma within the central margin of the Milly Milly Intrusion and sheer scale of disseminated Ni sulphide at levels approaching 0.3% in bulk mass. The company’s exploration focus targeted potential sites where accumulations of primary Ni sulphide from nucleation and saturation could exist. A second and equally important mechanism targeted structurally controlled secondary accumulation of potential massive sulphide within dilation zones and vein systems.
In September 2014 high resolution gravity data was acquired over an area of 39 square kilometers and included 950 stations for a total of 65 line kilometers. The sample stations were at 50m, 100m and 200m spacing’s. Seven anomalous zones were interpreted.
The gravity survey has shown two very large anomalous zones with an unmistakable proximal relationship to the west contact. This has been drill tested and now interpreted to be at depth below the sediment. More work is needed to understand this anomaly which has the potential to be an indication of a mineralised feeder tube, a mixing zone or sub chamber.
The West contact has been intercepted twice (AHRC0026 and AHDH0008), and the east contact has been intercepted once (AHRC0025). Four holes have been drilled at depth within the outer margin of the intrusion (AHRC0025, AHRC0026, AHDH0007, AHDH0008 and 8a), east and west sides. In all cases the outer pyroxenitic margin and contact show little sign of nickel fertility, accumulation or reasonable tenor. The optimum nickel potential remains at the mixing boundary of the pyroxenitic layer and the inner dunite flow assuming a dynamic flow through system where drilling has intersected nickel mineralisation of 22.7m @ 0.301% Ni from 232.3m including 0.5m @ 0.64% Ni.
Athena has only scratched the surface of this intrusion. A total of only 8 holes have been drilled using modern geochemistry and geophysics techniques. The indicators or credentials for this system remain as a fertile intrusion with several interpreted accumulation zones identified from structural analysis yet untested and further exploration is warranted, along with, the discovery of the massive gravity high directly to the east and north contacts of the intrusion which remain unresolved.
Cautionary Notes
Forward Looking Statements
This announcement contains certain statements that may constitute “forward looking statements”. Such statements are only predictions and are subject to inherent risks and uncertainties, which could cause actual values, results, performance achievements to differ materially from those expressed, implied or projected in any forward looking statements.
JORC Code Compliance Statement
Some of the information contained in this announcement is historic data that have not been updated to comply with the 2012 JORC Code. The information referred to in the announcement was prepared and first disclosed under the JORC Code 2004 edition. It has not been updated since to comply with the JORC Code 2012 edition on the basis that the information has not materially changed since it was last reported.
Competent Persons Statement
The information included in the announcement was compiled by Mr Liam Kelly, an employee of Athena Resources Limited. Mr Kelly is a Member of the Australasian Institute of Mining and Metallurgy, and has sufficient relevant experience in the styles of mineralisation and deposit styles under consideration to qualify as a Competent Person as defined in “The Australasian Code for Reporting of Exploration Results, Mineral Resources and Ore Reserves (JORC Code 2012 Edition)”. Mr Kelly consents to the inclusion of the information in the announcement in the context and format in which it appears and that the historical information was compliant with the relevant JORC Code, 2004 Edition, and new information announced in this report is compliant with the JORC Code 2012 Edition.
Competent Persons Disclosure
Mr Kelly is an employee of Athena Resources and currently holds securities in the company.